The UK’s only manufacturer of BPE compliant fittings, and distributor of Accredited ASME BPE tube and fittings
To Order
ASME BPE - The Safest and Most Reliable Fittings for Bioprocessing Applications
Prevents the build-up of contaminants and growth of bacteria and microorganisms
Resistance to corrosion high-grade stainless steel
Durable - can withstand the rigors of bioprocessing
Quick and easy installation
ASME industry standard compliant
Cost effective solutions
SFL’s range of Biobore BPE Compliant, and ASME BPE Accredited parts

Bends
Biobore ASME BPE Bends: The Sterile Way to Protect Your Bioprocessing Products
ASME BPE bends are specifically designed for use in applications such as pharmaceutical processes where cleanliness and sterility are essential to ensure that the products produced are safe and of the highest quality.
- Increased cleanliness and sterility
- Reduced risk of bacterial growth
- Longer product shelf life
- Improved product quality
- Available in both Electopolished SF4 and Mechanically polished SF1 internal finishes
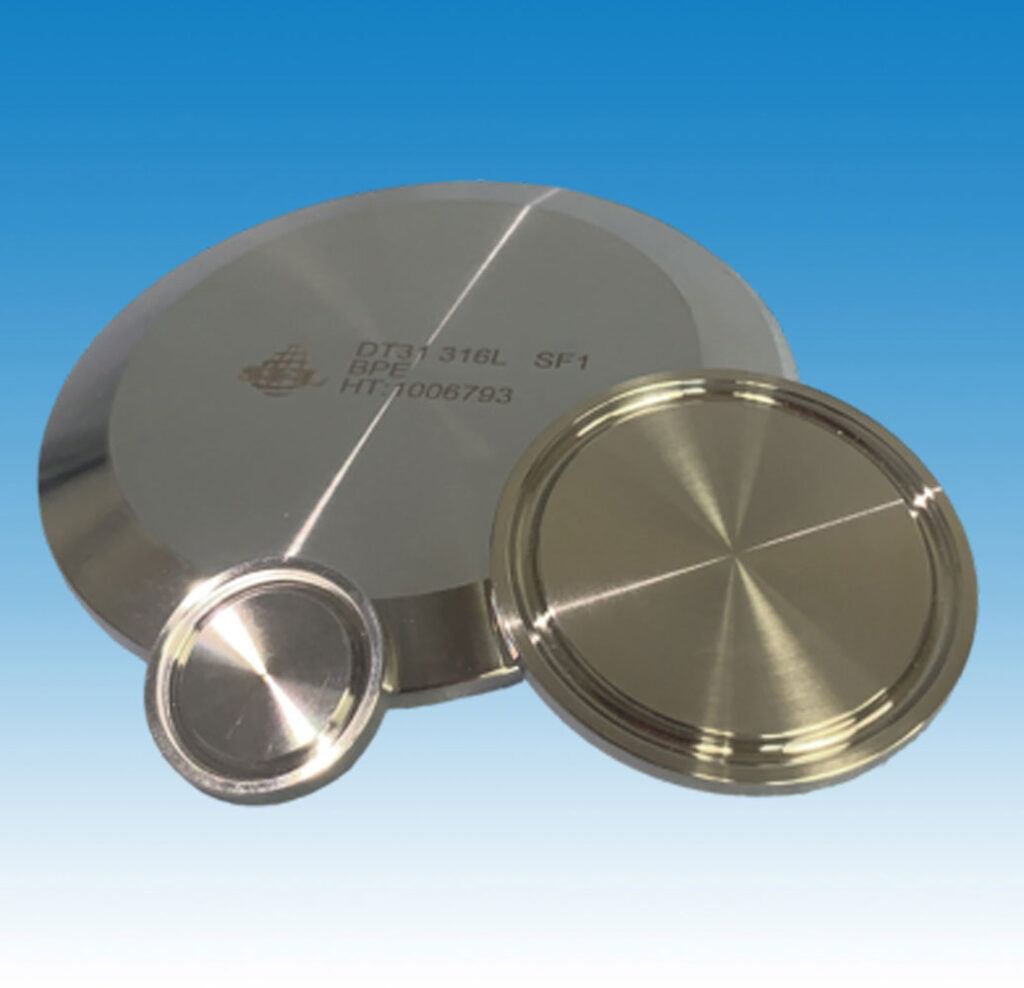
Blanks
ASME BPE Blanks: The Versatile and Durable Solution for Your Bioprocessing Needs
ASME BPE blanks help to ensure the safety, reliability, and efficiency of bioprocessing systems. They are used in bioreactors, fermenters, and other bioprocessing equipment. They are also used in medical devices, such as blood analyzers and dialysis machines.
- Resistance to corrosion: ASME BPE blanks are made from a high-grade stainless steel that is resistant to corrosion. This is important in bioprocessing applications where the blanks may be exposed to harsh chemicals or fluids.
- Durability: ASME BPE blanks are durable and can withstand the rigors of use in bioprocessing applications.
- Quick and easy installation: ASME BPE blanks are easy to use and can be installed quickly and easily.
Caps
Biobore SFL ASME BPE: Caps to help to prevent the accidental release of fluids or gases.
ASME BPE caps are a safe, reliable, and durable way to seal the ends of pipes or tubes
They are available in a variety of sizes and materials to meet the specific needs of your application.
ASME BPE caps are suitable for use in a variety of applications, including:
- Piping systems: ASME BPE caps are used to block off sections of pipe during maintenance or repair work. They can also be used to create temporary dead ends in pipelines.
- Process equipment: ASME BPE caps are used to terminate the ends of process lines in chemical plants, refineries, and other industrial facilities. They can also be used to create sampling ports or to connect pressure gauges and other instrumentation.
We offer ASME BPE Caps Options
- Solid end caps: caps without any openings used to completely seal the end of a tube.
- Domed end caps typically used with thermocouples or other sensors.
- Available in both Electopolished SF4 and Mechanically polished SF1 internal finishes

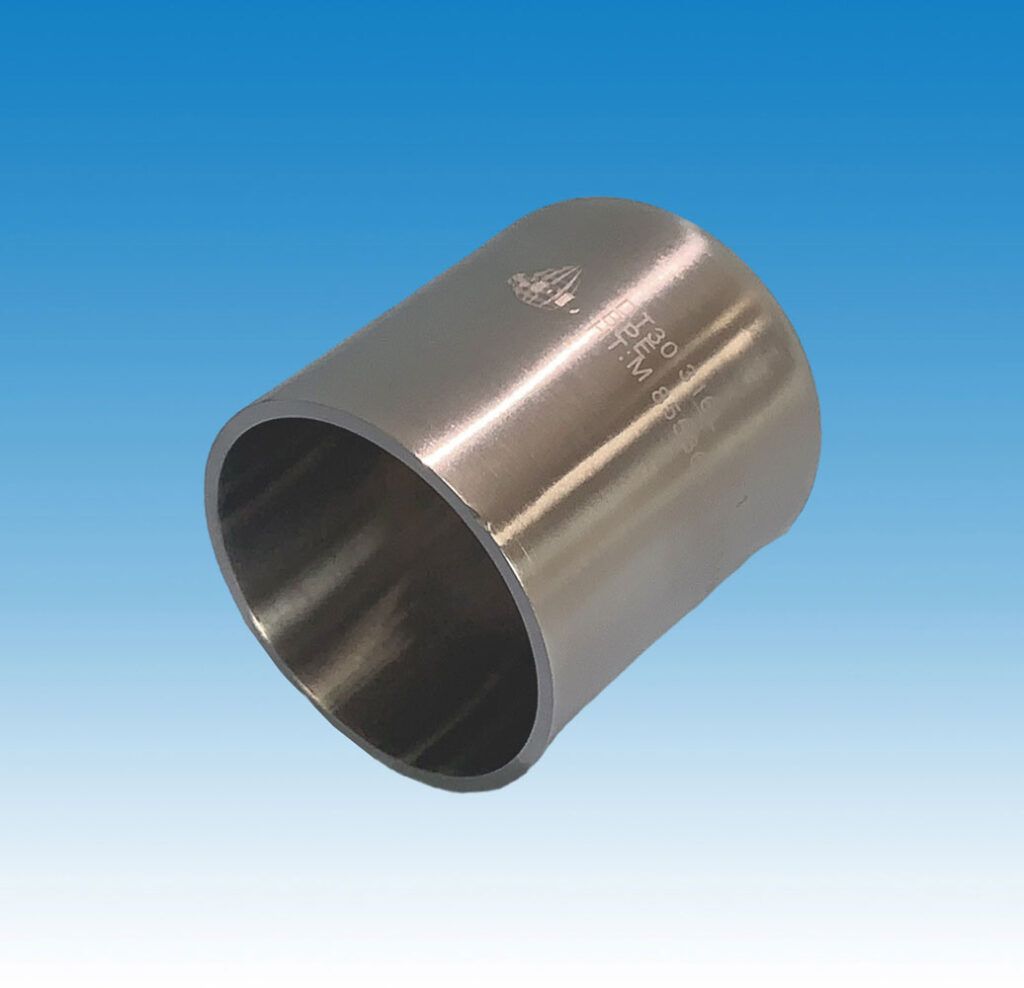
Ferrules
Biorbore ASME BPE Ferrules: The Key to Building Safe and Reliable Bioprocessing Systems
Biobore ASME BPE Ferrules are used to connect two pieces of tubing and are an important component of many sanitary and pharmaceutical systems to connect tubing in bioreactors, fermenters, and other bioprocessing equipment.
- Medical devices: ASME BPE ferrules can connect tubing in medical devices, such as blood analyzers and dialysis machines.
- Food and beverage processing: ASME BPE ferrules are ideal to connect tubing in food and beverage processing equipment, such as bottling lines and milk processing plants. ASME BPE ferrules are an important component of many sanitary and pharmaceutical systems. They are used to connect tubing in a variety of applications, and they help to ensure the safety and reliability of these systems.
- Available in both Electopolished SF4 and Mechanically polished SF1 internal finishes
ASME BPE ferrules are used in a variety of bioprocessing applications. They can be used in bioreactors, fermenters, and other bioprocessing equipment.
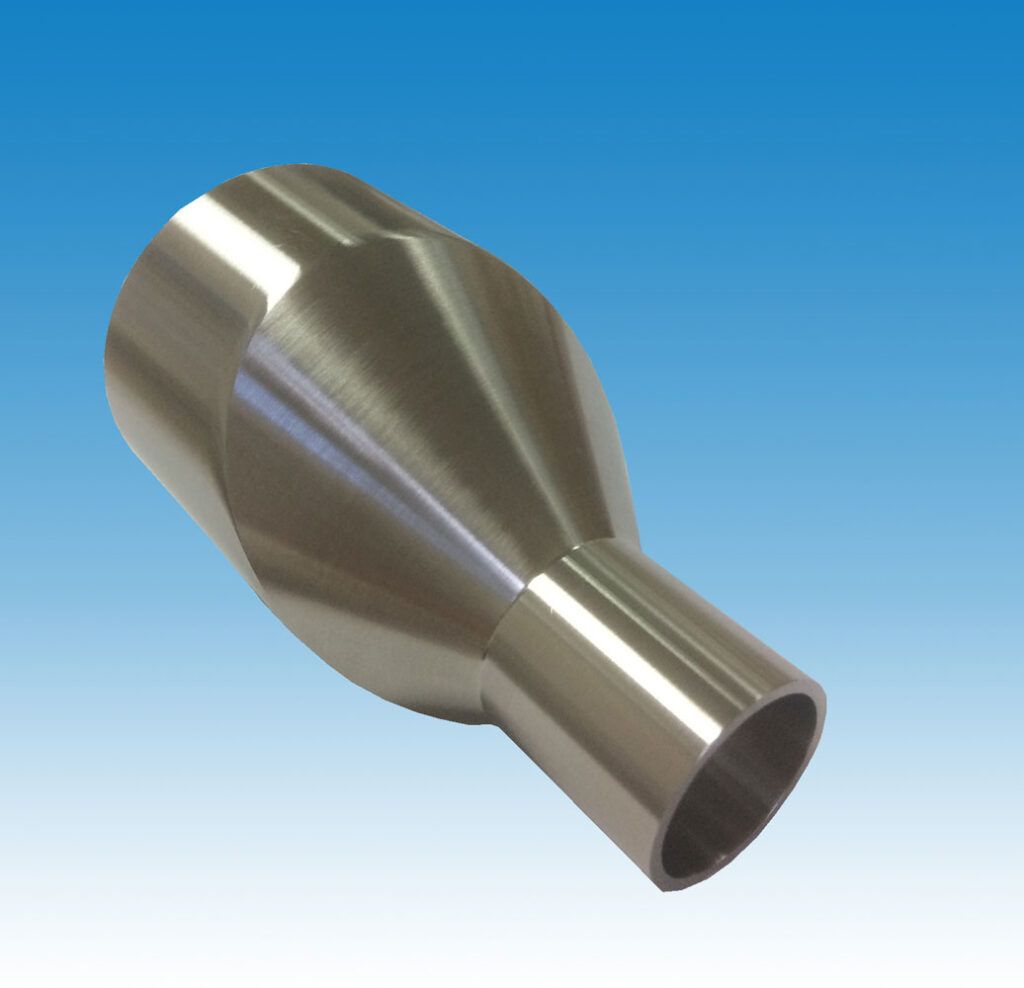
Reducers
Biobore ASME BPE Reducers: The Versatile Way to Connect Your Bioprocessing Tubing in a Variety of Applications
- Reduced pressure drop: ASME BPE reducers can help to reduce pressure drop in piping systems by reducing the cross-sectional area of the pipe. This can be beneficial in applications where high flow rates or low pressure are required.
- Improved flow characteristics: ASME BPE reducers can help to improve the flow characteristics of piping systems by creating a smooth transition between different pipe sizes. This can help to reduce turbulence and improve the efficiency of the system.
- Increased flexibility: ASME BPE reducers can help to increase the flexibility of piping systems by allowing for the connection of pipes of different sizes. This can be beneficial in applications where the piping system must be able to accommodate changes in the flow rate or pressure..
We offer these types of reducers
Concentric reducers are typically used in applications where the flow of fluid must be maintained. They are also less likely to cause turbulence than eccentric reducers. This type of reducer has a common centreline, which means that the two pipes that are being joined have the same centre.
Eccentric reducers are typically used in applications where there is a need to reduce the pressure drop in the piping system. They are also less likely to cause blockages than concentric reducers.
We offer butt weld ended, clamp/clamp ended and butt weld/clamp ended reducers.
Available in both Electopolished SF4 and Mechanically polished SF1 internal finishes.

Tees
Biobore ASME BPE Tees: The Sterile Way to Protect Your Bioprocessing Products
ASME Tees are fittings that are used to create a branch in a piping system. Which type of ASME BPE Tee is right for your process.
Reducing tees are used in applications where there is a need to reduce the flow of fluid in the main pipe. They are also less likely to cause turbulence than full tees or cross tees. This type of tee has a smaller branch than the main pipe.
Equal tees are used where there is a need to create a branch that is the same size as the main pipe. They are also less likely to cause blockages than reducing tees or cross tees. This type of tee has the same size branch as the main pipe. This type of tee has a branch that is perpendicular to the main pipe.
Clamp tee: This type of tee has ferrule ends that allow it to be clamped onto the ends of pipes.
Available in both Electopolished SF4 and Mechanically polished SF1 internal finishes.

Crosses
Biorbore ASME BPE Crosses: The Corrosion-Resistant Way to Ensure the Integrity of Your Bioprocessing Systems
ASME BPE crosses fittings create a perpendicular branch in a piping system ideal for applications where there is a need to create a branch that is perpendicular to the main pipe, such as in a manifold system.
Here are the types of ASME BPE crosses available
Both equal and reducing crosses are available.
Butt weld ended cross: allows the cross to be welded into place.
Clamp ended cross: allows it to be clamped securely onto the ends of pipes.
Available in both Electopolished SF4 and Mechanically polished SF1 internal finishes
- Reduced pressure drop: ASME BPE crosses can help to reduce pressure drop in piping systems by creating a smooth transition between the main pipe and the branches, beneficial in applications where high flow rates or low pressure are required.
- Improved flow characteristics: ASME BPE crosses can help to improve the flow characteristics of piping systems by creating a smooth transition between the main pipe and the branches. This can help to reduce turbulence and improve the efficiency of the system.
- Increased flexibility: ASME BPE crosses can help to increase the flexibility of piping systems by allowing for the connection of pipes of different sizes. This can be beneficial in applications where the piping system must be able to accommodate changes in the flow rate or pressure.

ASME BPE Tubing
SFL’s branded Biobore ASME BPE Tubing: The Future of Bioprocessing Fluid Transport
ASME BPE tubes stainless steel tubes are designed for use in bioprocessing applications. They are made from a high-grade stainless steel that has a smooth, polished finish to prevent the buildup of contaminants, which can lead to the growth of bacteria and other microorganisms.
- Resistance to corrosion: ASME BPE tubes are made from a high-grade stainless steel that is resistant to corrosion. This is important in bioprocessing applications where the tubes may be exposed to harsh chemicals or fluids.
- Durability: ASME BPE tubes are durable and can withstand the rigors of use in bioprocessing applications.
- Ease of use: ASME BPE tubes are easy to use and can be installed quickly and easily.
- Tubing is available in both Electopolished SF4 and Mechanically polished SF1 internal finishes.
Industries
SFL can offer a wide range of services for your products including:
- Annealing
- Electropolishing
- Passivation
- Pickling
- Honing
- Borescope videoing
- Surface finish certificates
- 3.1 material certification
- Dye penetrant testing
- Hydrostatic testing
- X-ray testing
- Weld logs, maps, and qualifications
- Certified inspector qualifications
- Welding Gas bottle and batch certification
- PMI testing
Annealing
Annealing stainless steel can increase the corrosion resistance of the material by lowering the ferrite percentage to below 3%. It can also reset the yield strength, tensile strength, hardness, elasticity, or elongation.
SFL can offer annealing of components with ferrite reading as low as <3%. We provide a ferrite certificate as proof of annealing.
Annealing is a service that can be provided overnight where requested at order.
Electropolishing
Electropolishing or SF4 in the ASME BPE world is a process by which the component is hooked up to electrodes then submerged in an acid solution. Once fully submerged in the acid mixture an electrical current is passed through the component. The reaction of the electrical current and the acid cause a polishing effect on the surfaces of the steel and creates a bright lustre. This also restores the metals natural passivation layer, in addition smooths the microscopic surface to improve corrosion resistance and improve surface finish.
Passivation
Certain metals have a natural passivation layer. When the metal is worked i.e. machining, polishing or welding this layer is destroyed. The passivation process of submersing the metal in nitric acid or citric acid removes any free iron from the surface of the metal. Once passivation is complete the component has its passivation layer or protective oxide layer renewed which makes the surface less perceptible to chemically react with air and cause any corrosion. This process is essential to any application where cleanliness and durability must be maintained.
Pickling
Pickling of welds is a process by which the heat stain or discolouration of welds where the steels surface chromium level has been removed. This discolouration is removed using mixtures of nitric acid and hydrofluoric acid. This removes a thin layer of material from the surface of the metal and restores the natural colour of steel.
Honing
The process of honing stainless steel tubing involves sending an abrasive media along a controlled path down the bore of the tube. This removes a very specific amount of material. The purpose of honing is to improve the surface finish of the tubing throughout. This process is crucial when raw or de-scale tubing is to be used in a high purity application and must be honed/polished to an agreed surface finish measurement.
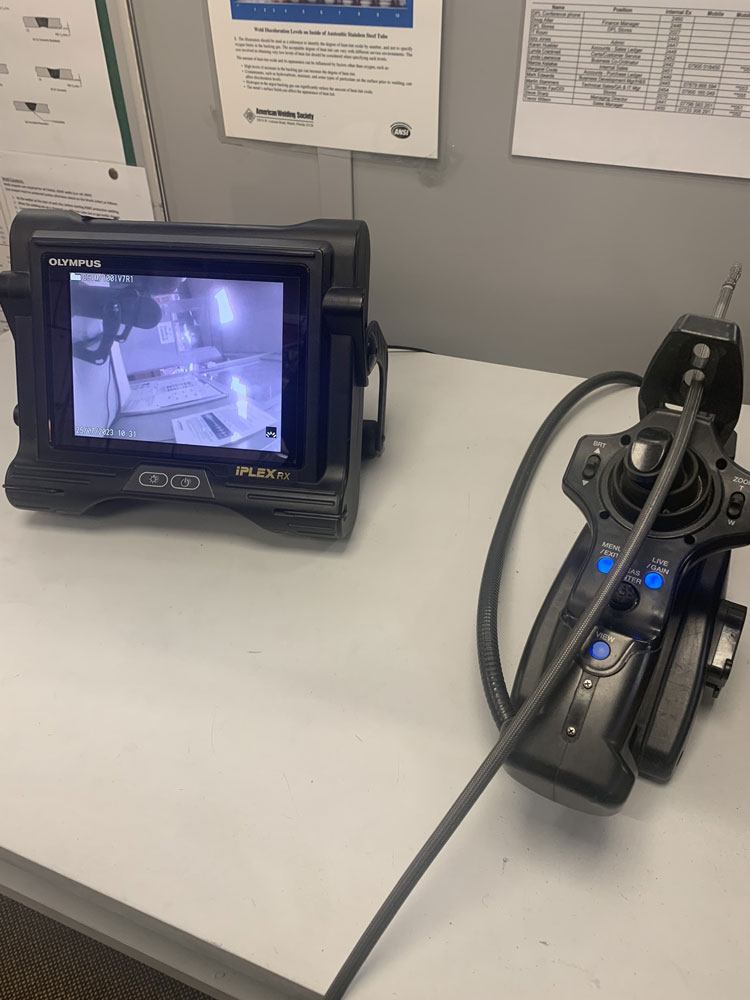
Borescope videoing
In some applications video evidence of the internal weld is required to ensure the consistency and quality of the welds. Where welds are being completed to specific standard i.e., ASME IX or EN 15614 video evidence of the welds allows the customer to quickly and easily view the welds themselves to ensure they meet the required quality levels. Where required the weld videos are available prior to the components being despatched to allow the customer to approve the welds. On projects and components where the welds must be removed video boroscoping enables customers to link each weld video to its location, the welder, the date completed, the gas bottle number etc. there by providing complete traceability.

Surface finish certificates
We use calibrated surface finish readers to assess accurately the Ra value of any surface of the components being produced. A surface finish reader uses a small probe with a needle which moves across the surface of the material. This allows an accurate profile of the surface at a microscopic level. The surface finish value shown is the reflection of how rough the material surface is. The lower the µm value the smoother the material surface. As per the ASME BPE standard the components are checked in 4 places and on the visibly roughest areas to give a true value. Creating a smooth surface finish is beneficial for pipework as it creates better product flow, removes bug traps, decreases the risk of contamination, and improves aesthetics.
Dye penetrant testing
Dye penetrant testing or liquid penetrant inspection is a method for locating surface defects on welded components, forgings, and castings. The component is first deep cleaned to remove any foreign material, then a penetrant is applied to the component, usually a red dye. Once the penetrant has had time to dry and soak into any defects, the excess penetrant is removed. Then the developer is applied usually a white spray. This helps to draw the penetrant highlighting any surface defects such as cracks, holes, or porosity which are rectified. This process is repeated until no further defects are identified.
Hydrostatic testing
Hydrostatic testing or pressure testing is a process by which a component is pressurised with water to a desired PSI (bar) for a designated period to ensure the parts do not leak under high/low pressure. This is done by blanking off the ends of the components then filling the bore with water. Once the bore is filled and the air has been purged by way of a pump, the pressure inside the bore can be increased to a desired level. The part is then held at that pressure for a specified time. Whilst under pressure the part is inspected to ensure there are no leaks or seeping. Only once the component has held the specified pressure for the designated time will the component pass hydrostatic testing.
X-ray testing
This NDT (non-destructive testing) method is used to accurately assess the penetration and subsurface discontinuities in a weld. X-ray testing allows the inspector to see any defects inside the welded joint itself, giving total surety that the weld is of sound construction and adequate quality. Many projects call for 10% radiography or x-ray, meaning we select 10% of welds which are then x-rayed. The x-ray reports are then available to the customer as part of our certification pack.
Weld logs maps and qualifications
All our welders are qualified to ASME IX and EN 15614 in orbital and manual welding. When a component is required for a high purity application, it is important to know when the weld was produced, who performed the weld, what standard it was welded to, location of the weld on the assembly, a copy of the welders’ qualifications and much more. This is all covered by our standard weld logs and weld maps. The weld log identifies all the key information including date, welder name, WPS used, machine used, size of weld, quantity of welds etc. The weld map is used to identify where the welds recorded on the weld log are, in correspondence to the general assembly of the component. With these two documents a customer can easily identify every weld in any component we manufacture.
Welding gas bottle and batch certification
In some applications, where purity and consistency are crucial the use of certified argon gas is required. We can supply welded components with bottle certification for each weld performed. This provides full traceability to the individual bottle of argon gas used on any weld performed. This makes proving the purity of argon used to complete welded joints very easy for our customers.
MORE ABOUT US
Boroscope
In some applications video evidence of the internal weld is required to ensure the consistency and quality of the welds. Where welds are being completed to specific standard i.e., ASME IX or EN 15614, video evidence of the welds allows the customer to quickly and easily view the welds themselves to ensure they meet the required quality levels. Where required the weld videos are provided prior to the components being despatched to allow the customer to approve the welds. On projects and components where the welds must be removed, video boroscoping enables customers to link each weld video to its location on the assembly, the welder, the date completed and also the gas bottle number there by providing complete traceability.
Tube
SFL Biobore Tube is available in the following OD sizes and wall thicknesses:
¼” – 3/8” – 20g (0.91mm or 0.036”)
½” – 3” – 16g (1.62mm or 0.064”)
4” – 14g (2.03mm or 0.080”)
6” – 12g (2.64mm or 0.104”)
All tube is in accordance with the ASME BPE Specification:
316L Stainless Steel ASTM 269/270 S2
Sulphur is controlled to 0.005% minimum and 0.017% maximum to ensure high quality repeatable orbital and hand welding.
Tube is supplied with full material certification – View Certificate
SFL’s branded Biobore tube is available in the following finishes:
SF1 – 0.5um Max ID Mechanical Polish – Bright Annealed OD
SF4 – 0.38um Max ID after Electropolish – Bright Annealed OD
All tube can be supplied in Full 6.1mtr lengths as standard.
SFL also offers a cutting service if you require special lengths, please enquire with your Sales Representative.

SFL Stores
Our SFL stores is fully segregated by product, batch number and by heat number to maintain traceability at all times. As per the ASME BPE standard, all our fittings are capped and bagged to ensure high purity and cleanliness is maintained at all times. Every fitting is etched with the relevant information to ensure traceability- this includes heat number, part number and works order number.

Quality
As part of our ongoing improvements and ISO 9001:2015 Certification, SFL has installed a purpose built quality control Pod in the center of our factory. This QA Pod enables us to check components in a clean environment after each operation and easily pass them onto the next operation thereby ensuring continued quality and low error rates.
Our trained Inspectors carry out the following in-process checks:
- Visual Inspection
- Dimensional Inspections
- Weld Inspection using a Boroscope
- Surface Finish measurements
- Ferrite Testing
- Dye Penetrant Testing
- All from our QA Pod in the heart of the factory
Click for ISO Cert View Certificate

SFL’s On-site Sister company, DPL, stocks all valves and valve components, in addition to standard hygienic fittings and much more. All parts are held in a clean environment to prevent contamination. Each part is inspected prior to being accepted into stock to ensure quality standards are met. Each valve is then fully inspected and tested before being despatched to our customers.

Despatch
Our components are packed carefully to ensure they are as protected as possible on their journey to the customer.
Whether it’s a 6″ Tee or a ½” seal every part is packaged to keep its quality and integrity during transport. We offer next day and AM timed delivery, also we are able to offer a freight service when required. We ship domestically and internationally just ask our sales team for more information.

Our Sister Company DPL – Pre despatch
All valves are subject to pre despatch inspection and testing – from leak testing to torque testing dependant on the type of valve and its application. To learn more about our valves contact our sales team.

Etching machine
Our permanent component marking is carried out on machines using ‘mark dot’ technology to clearly and efficiently mark your product with essential information.
Our components are fully traceable thanks to the etching of heat numbers, works order numbers, PO numbers, and part numbers on each individual component.
Alternatively, if you are looking for semi-permanent marking, we also offer an acid etching option. Please ask your Sales Representative.
Tee with surface reading printout
As per the ASME BPE standard the components are checked in 4 places and on the visibly roughest areas to give a true value. Creating a smooth surface finish is beneficial for pipework as it creates better product flow, removes bug traps, decreases the risk of contamination, and improves aesthetics.

Why Choose Us
SFL has been supplying its range of Biobore High Purity 316L stainless Steel tubes and Fittings to the pharmaceutical and food industries for over 70 years. Our vast ASME BPE experience and knowledge continues to demonstrate that SFL is a vital link in providing premium quality ASME BPE tubes and fittings. Quality is at the core of our operations and our stringent quality procedures, including bespoke material certification solutions, guarantee complete traceability and peace of mind for our customers.