









We've moved! Our new address is Unit 7F, Waterfall Lane Industrial Estate, Waterfall Lane, Cradley Heath, B64 6PU
For over a century, DPL has been the trusted supplier of valves, fittings and fabrications to the soft drinks and beverage industry, making us one of the oldest established hygienic valve manufacturers in the UK. Our enduring success is rooted in the relationships we’ve built with our valued customers in this sector.
Meeting the stringent demands of our customers has driven us to manufacture high-quality hygienic valves and stainless steel tubes, fittings and fabrications that cater to today’s dynamic market. In our commitment to excellence, we continuously develop innovative products to meet the evolving needs of our customers.
The soft drinks market is undergoing a transformation driven by changing consumer lifestyles. More people are choosing soft drinks over alcohol and hot beverages, seeking variety and quality in their purchases. At DPL, we adapt to these changes and contribute to your success by improving supply chain efficiency and reducing costs.
Our role in your quest for optimal performance and efficiency is pivotal. We design products that keep your plant running smoothly, with a dependable backup service available when you need it. DPL is your premier source for hygienic valves, fittings and fabrications, ensuring the integrity of your soft drinks production.
We understand the seasonality challenges faced by some of our customers. DPL works closely with you to forecast your requirements and plan production schedules accordingly. Our market knowledge and manufacturing flexibility provide invaluable support, especially when unpredictable factors like hot weather impact product sales.
Consumer demand for bottled water, energy drinks, and healthier beverages continues to rise. DPL anticipates this trend and believes in ongoing research to produce a wider range of health-conscious and energy-boosting drinks. We are committed to supporting your soft drinks business as you evolve and diversify.
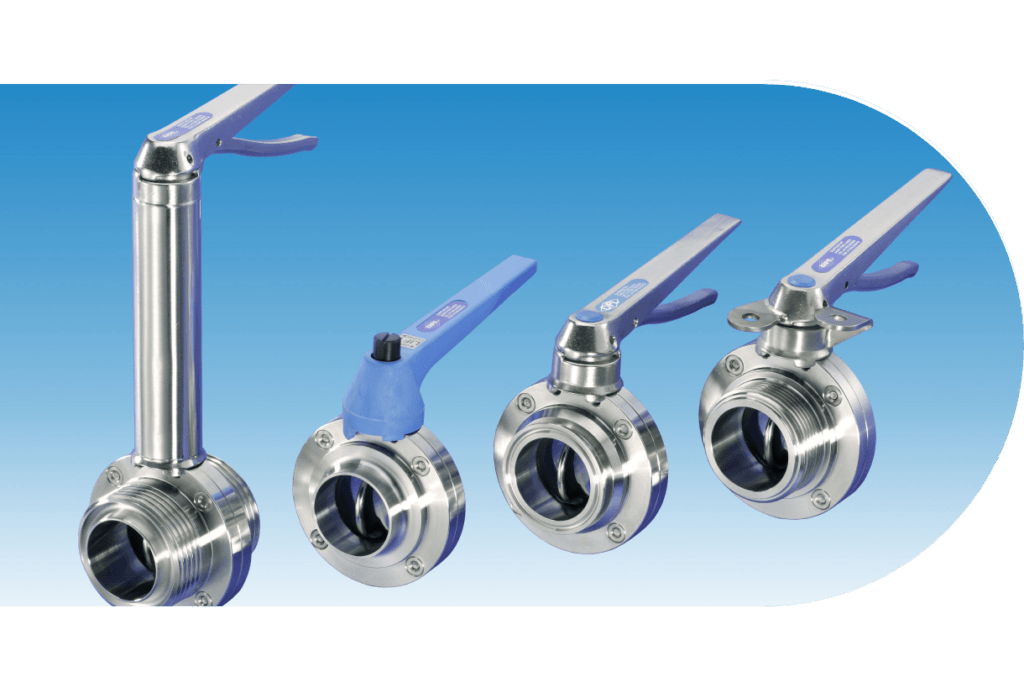
The consumption of fruit juice has surged in recent years and shows no signs of slowing down. DPL understands the unique challenges faced by customers in this sector, particularly the cost of shipping concentrated fruit juice into the UK. We’re here to ensure your products are handled gently and reliably with our Diamond valves.
DPL is dedicated to solving your soft drinks manufacturing challenges. Discover 3 steps to soft drink processing success.
At DPL, we take pride in delivering reliable products that treat your precious soft drink creations with the utmost care. As your needs evolve, you can rely on us for support. We’ve positioned ourselves to assist your growth with unwavering commitment, making us the leading supplier of hygienic valves, fittings and fabrications in the soft drinks sector.
By deeply understanding your requirements and market dynamics, offering comprehensive technical data, providing expert advice, and delivering exceptional after-sales and maintenance services, we’ve earned a reputation as a value-added partner. DPL is renowned for collaborating closely with customers to develop integrated solutions that elevate your soft drinks processing capabilities.
Enhance hygiene, improve efficiency and maximise performance in your soft drinks production process.
Ready to take your soft drink operations to the next level? Contact us now to discover how our high-quality valves, fittings and fabrications can unleash excellence in your soft drinks production.