Unlock Hygienic Excellence in Food Processing
Welcome to Dairy Pipe Lines (DPL), your trusted partner in the food processing industry for over 120 years. We have built an outstanding reputation for manufacturing top-quality hygienic valves, fittings, and pipework that are essential for the food industry. Our commitment to excellence doesn’t stop at products; we provide expert guidance to help you achieve seamless, high-performance integrated process solutions.

Why Choose DPL?
At DPL, we understand the critical importance of maintaining impeccable hygiene standards in the food processing sector. Poor hygienic design and poor build quality can compromise product quality and microbiological safety. That’s why we ensure that all surfaces in contact with food are not only cleanable but also designed for efficiency.
Enhanced Food Safety Standards Guaranteed
Optimised Efficiency, Minimised Production Costs
Customised Solutions for Your Unique Needs
Reliable Performance for Maximum Productivity
Hygienic Excellence
We offer a range of procedures, from manual component cleaning to Clean In Place (CIP) systems, to maintain hygienic and aseptic conditions. For effective CIP, the right temperature, velocity, and pressure are crucial to dislodge product debris. Our hygienic valve design meets mechanical, process, and microbiological requirements, ensuring your equipment is up to the task.


Quality Materials
Materials used in food processing equipment must be inert to both the product and cleaning chemicals. That’s why DPL manufactures from AISI-304, 316, and 316L stainless steel. Our elastomers are food-grade, and we carefully control compression to prevent damage or extrusion into the product zone, which could hinder cleanability.
Reliability Guaranteed
Operational reliability and trouble-free service are achieved through the correct selection of high-quality specialised lubricants. We use USDA authorized ‘food grade’ lubricants to meet international food processing safety standards. Unspecified lubricants can distort elastomers and affect valve performance, particularly EPDM elastomers.
Smooth Surfaces
Surface roughness significantly impacts cleanability. To streamline your cleaning processes, all surfaces in contact with food at DPL have a maximum roughness value of Ra < 1.0 µm, while exterior surfaces have a roughness value of Ra < 1.6 µm. This ensures efficient cleaning without unnecessary delays.
Efficient Design
Our equipment’s exterior and interior are designed to be self-draining and easily cleanable. DPL’s Diamond valves eliminate gas pockets and allow complete drainage without the need for dismantling. Our designs also eliminate threads, pits, crevices, or sharp edges that could come into contact with the product.
Custom Solutions
With in-house design support and manufacturing facilities, DPL can create bespoke fabrications like valve manifolds and flow-plates. These assemblies are rigorously tested and customised to your exact specifications, ensuring they are self-draining, free of dead legs, and have all internal welds removed.
HOW IT WORKS
DPL is dedicated to solving your food processing challenges. Discover 3 steps to food processing success.
- 1. Get in touch and tell us your food manufacturing requirements.
- 2. We’ll find the perfect valve solution for your food processing needs.
- 3. Enjoy enhanced food manufacturing performance.
Expert Guidance
Selecting the right valves and fittings is crucial for any food application. Our experienced team can provide technical data and advice on suitable options that comply with pressure and temperature ratings, cleaning methods, and site standards. We also provide an enviable after-sales service, including technical advice and maintenance support, to keep your product line running smoothly.


Project Management
Count on DPL for comprehensive project management capabilities. We work with you to develop integrated process control systems, from simple product assembly to complex turnkey plants. Our services encompass market research, feasibility studies, technical proposals, product supply, installation, and on-site inspection.
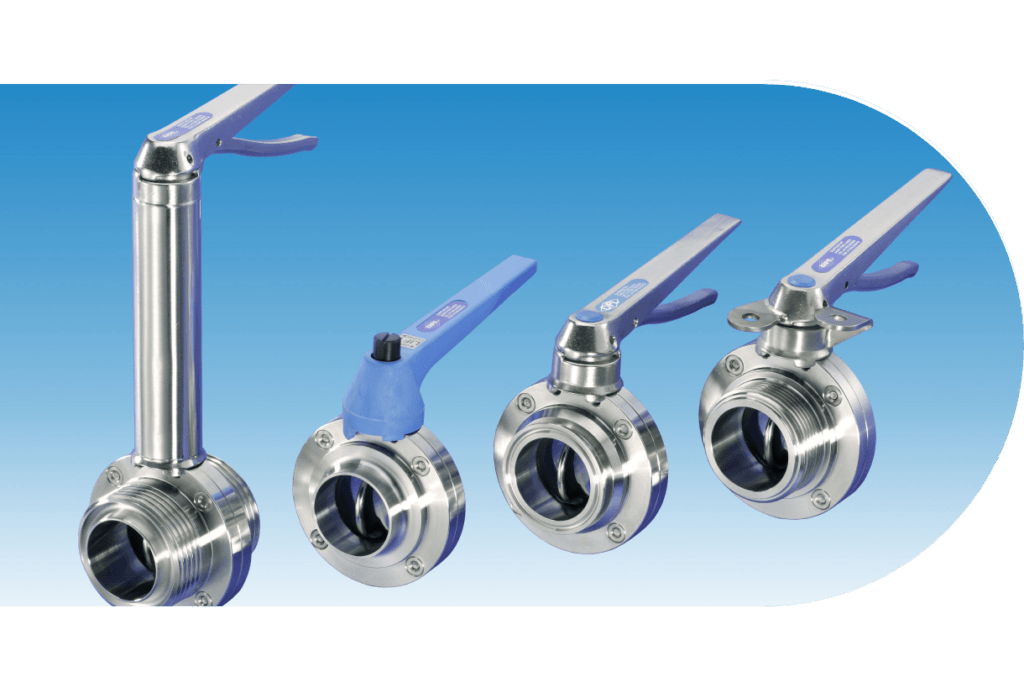
Our Diamond Valve Range
Enhance hygiene, improve efficiency and maximise performance in your food manufacturing process.

Ready to optimise your food processing operations?
Contact us today and let’s discuss how DPL can empower your success in the food industry.
