




We've moved! Our new address is Unit 7F, Waterfall Lane Industrial Estate, Waterfall Lane, Cradley Heath, B64 6PU
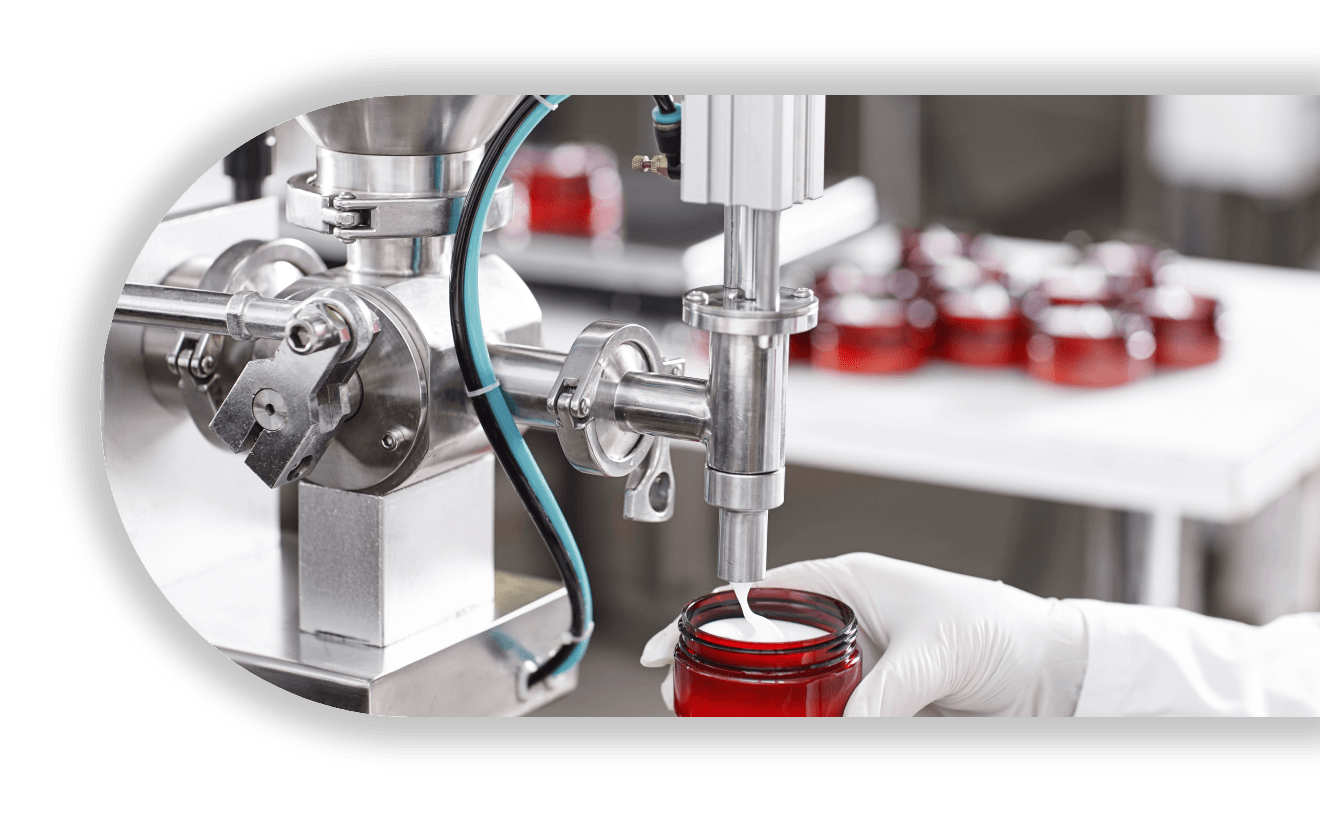
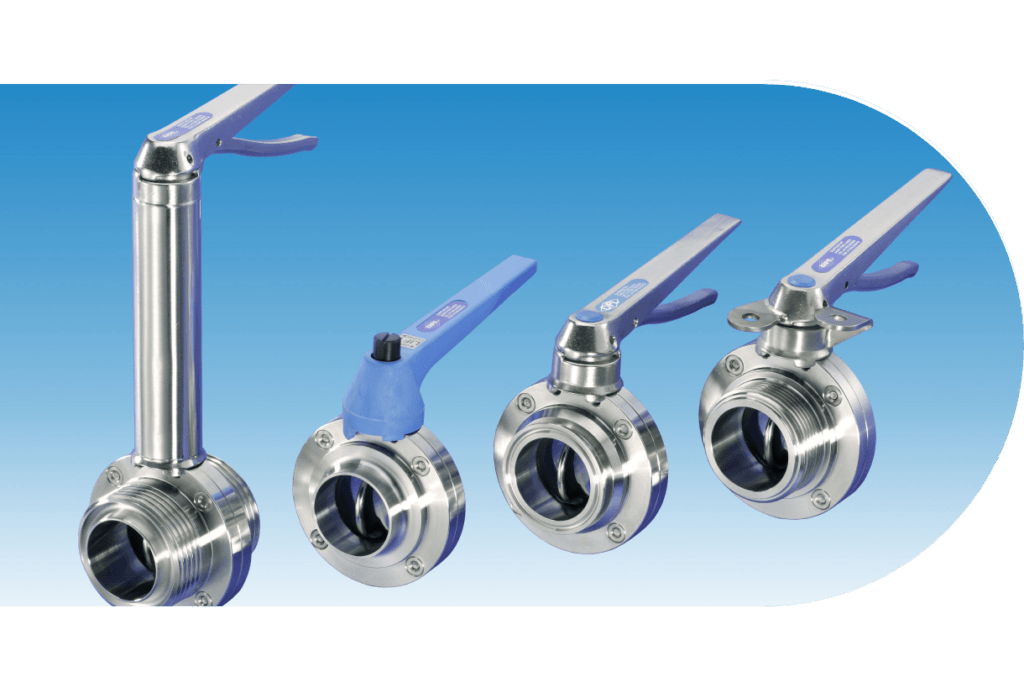
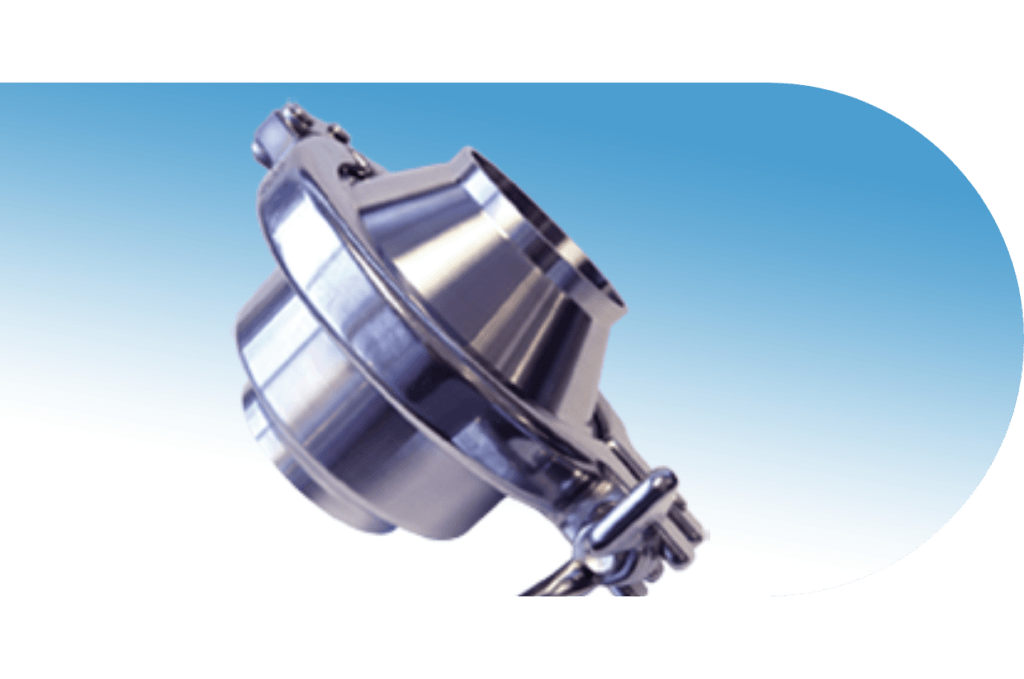
At Dairy Pipe Lines (DPL), excellence is more than a promise – it’s a legacy that spans years of dedicated service to the cosmetics and personal care industries. With an unparalleled reputation, we are the trusted source for the remarkable Diamond range of cutting-edge valves, tubes, fittings and fabrications that power the heart of cosmetic production.
Our enduring partnership with the cosmetics industry has nurtured valuable connections with major manufacturers, visionary engineers, and installation experts. We’re not just suppliers, we’re collaborators on your journey from concept to market. Our custom fabrication facility offers the flexibility to turn your ideas into reality. We offer manual and orbital-coded welding alongside polishing and machining. Tell us about your vision and we’ll bring it to life.
With each valve, fitting and fabrication, we guarantee more than just reliability; we promise a corrosion-resistant foundation. Our ‘food grade’ elastomers ensure the highest product quality, while meticulous compression control prevents rubber damage or extrusion – safeguarding your product’s integrity.
DPL is dedicated to solving your cosmetic manufacturing challenges. Discover 3 steps to cosmetic processing success.
DPL’s legacy is one of unwavering commitment to excellence. As the cosmetics sector evolves, we evolve with it. Count on us to stand by your side, offering unswerving support and leading the charge in hygienic valves, fittings and fabrication solutions.
Discover a treasure trove of technical insights and a support system that’s as robust as our valves. We’re not just suppliers; we’re partners invested in your success. Our post-sales service is a testament to our dedication, setting us apart as a value-added collaborator.
Enhance hygiene, improve efficiency and maximise performance in your cosmetics production process.
Ready to redefine cosmetics manufacturing? Contact us today to harness the power of DPL’s valves and fabrications and unlock excellence in your cosmetic operations.

Proud supporters of Circus Starr charity supporting disadvantaged, disabled and vulnerable children.